Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
2
0,4
1,6
3
0,5
2,5
3,5
0,6
2,9
4
0,7
3,3
5
0,8
4,2
6
1
5,0
0,75
5,25
0,5
5,5
8
1,25
6,8
1
7,0
0,75
7,25
0,5
7,5
10
1,5
8,5
1,25
8,8
1
9,0
0,75
9,25
0,5
9,5
12
1,75
10,2
1,5
10,5
1,25
10,8
1
11
0,75
11,25
0,5
11,5
14
2
12,0
1,5
12,5
1,25
12,8
1
13,0
0,75
13,25
0,5
13,5
16
2
14,0
1,5
14,5
1
15,0
0,75
15,25
0,5
15,5
18
2,5
15,5
2
16,0
1,5
16,5
1
17,0
0,75
17,25
0,5
17,5
20
2,5
17,5
22
2,5
19,5
24
3
21
27
3
24
30
3,5
26,5
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
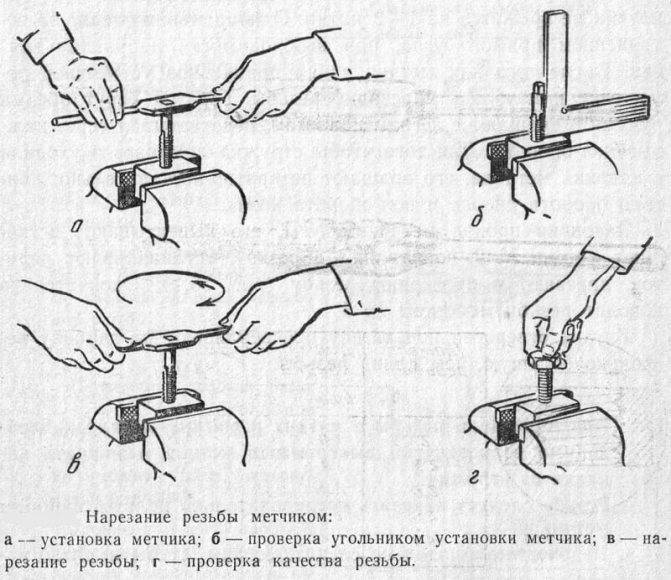
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
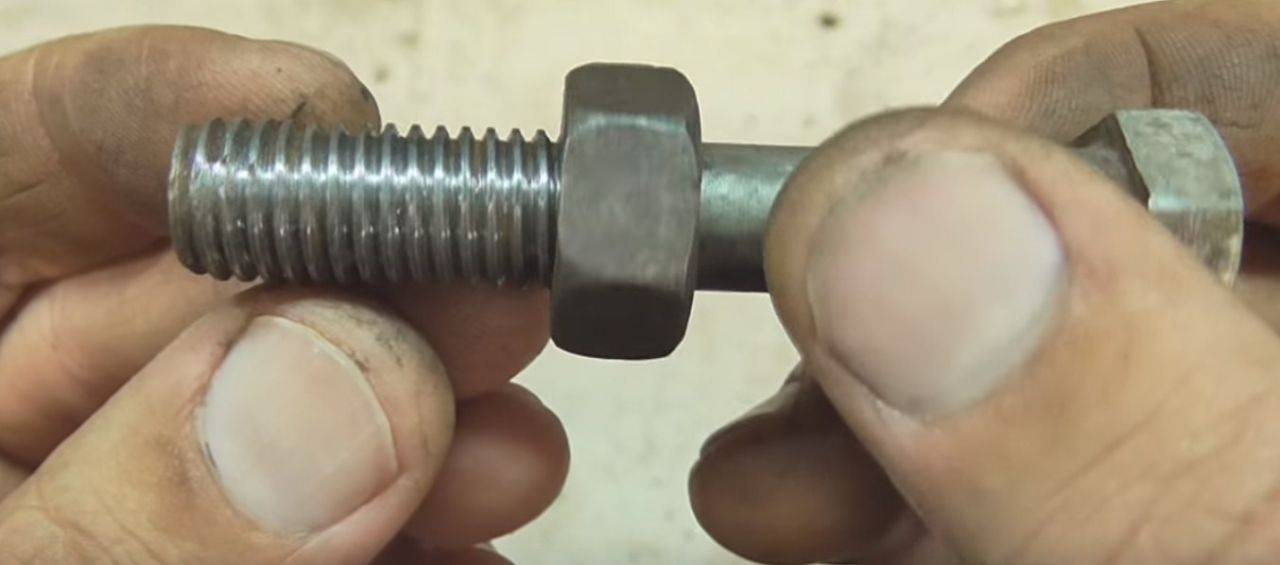
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
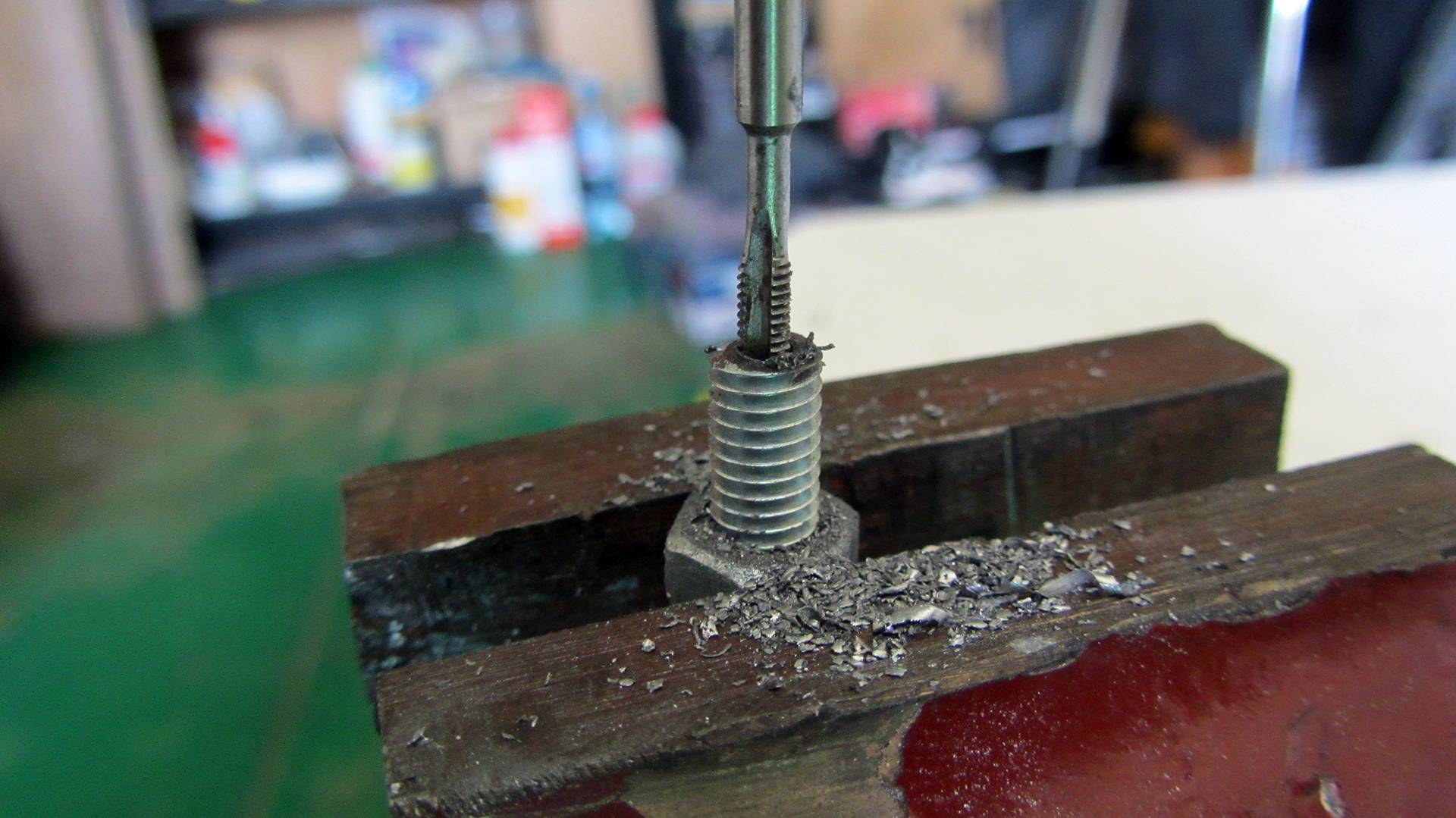
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
Нарежьте новую резьбу.

Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
Рассверливайте отверстие строго под прямым углом
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
Не забывайте использовать смазку и регулярно удалять стружку.
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.










Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.

Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезание резьбы. Набор инструментов. Плашки, лерки, прогонки, метчики
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
При выборе метчика обращайте внимание на размер резьбы. Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода
Комплексный подход позволяет выполнять резьбу максимально качественно
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Назначение и применение гаечных метчиков
Внешне метчик выглядит, как винт с прямыми или прорезанными винтовыми канавками для стружки, которые образуют режущие края. Хвостовая честь метчика закрепляется в воротке, а рабочая режущая часть вставляется в металл, где нужно будет сделать отверстие. После этого в результате вращательных движений нарезается резьба. Рабочая его часть состоит из режущей и калибрующей поверхностей. Грань сзади во избежание возникновения трения о деталь, в которой происходит нарезка, выполнена как затылованная
Важно, чтобы профиль самой резьбы соответствовал профилю резьбы, прорезаемой метчиком

Чтобы нарезать очень крупную резьбу, обычно принято использовать комплект метчиков, состоящий из двух-трех наименований. В данном случае подразумеваются инструменты для черновой обработки, для получения среднего качества и чистового окончания. Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.

Используются такие инструменты на заводах и предприятиях с токарными или сверлильными станками, а также в домашних условиях при нарезке вручную. Чем отличается машинный метчик от ручного, так это разными формами части, заходящей в отверстие. Для удобства в работе инструмент закрепляется в специальном патроне с осевой концентрацией на станке, либо для этого используется обычный цанговый патрон с встроенной цангой для использования метчиков. Недавно в качестве альтернативы для этого крепления начали применяться цанги с компенсацией. Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Таблица метчиков и сверл для внутренней резьбы
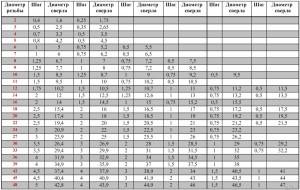
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Типы нарезаемой резьбы
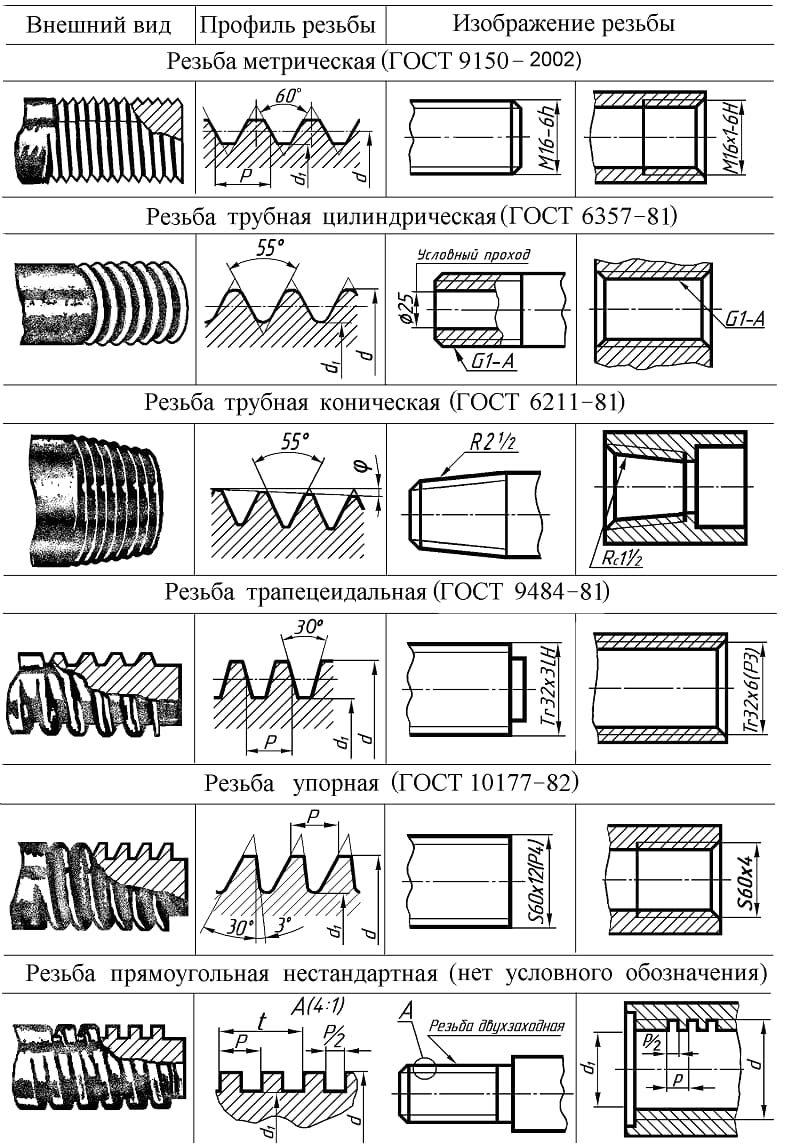
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:








- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.

Правила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации. Плашки используются для создания наружной резьбы на деталях цилиндрической формы
Важно правильно выбирать диаметр, знать правила работы с оснасткой. Внутренняя часть круглых деталей обрабатывается с помощью мечиков
Оснастка подходят как для работы вручную, так и для промышленного оборудования.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
В маркировке содержится информация об изделии.
Наносятся отметки на хвостики метчиков.
Что такое метчик?
Изготовление их требует высокой точности, погрешность практически не допускается, в соответствии с ГОСТом. С большой опаской стоит относиться к приобретению метчиков и плашек импортного производителя – велика вероятность расхождения с обусловленными стандартами, отдельно стоит отметить продукцию с отметкой о соответствии Европейским стандартам. Однозначно непригодны «одноразовые» китайские экземпляры. Метчиком от неизвестного производителя вы не выполните задуманное, а только потратите напрасно деньги и время: скупой платит дважды.
Разновидности метчиков: ручные, машинные, гаечные, плашечные. Первые три предназначены для нарезания различной резьбы в гайках, а плашечные – для восстановления внутренней резьбы плашек (используются метчики повышенной твердости). Хвостовики метчиков имеют короткую, длинную или изогнутую форму, количество насечек резьбы и расстояние между насечками различно, в зависимости от задач. На плашках количество стружечных отверстий не превышает 3-6. Сам процесс нарезания как внутренней, так и наружной резьбы требует определенных навыков, в месте соприкосновения инструмента и заготовки (детали) добавляется машинное масло, для уменьшения трения.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.

Гаечный метчик

Слесарные метчики
Отдельно также производятся и применяются метчики дюймовые и метрические.
Классификация резьб
Винтообразную бороздку, прорезанную внутри или снаружи деталей в виде конуса или цилиндра, называют резьбой.
Способ нарезания по этим методикам различается: станочный вариант предполагает вращение заготовки, а в ручном она жёстко закреплена и крутится сам инструмент.
Все существующие виды резьбы разделяются на несколько групп:
- По направлению заворачивания они бывают правыми или левыми. Если смотреть по часовой стрелке, то у первых канавка идёт по её ходу, а у вторых — против.
- По местонахождению бывает внутренняя и наружная нарезка.
- По назначению есть трапециевидные и прямоугольные резьбы, служащие для перехода вращения в движение. Они называются ходовыми. Для обычного соединения деталей есть крепёжная резьба.
- По форме исполнения бывает цилиндрическая или коническая нарезка. Последние применяют для получения максимально герметичного соединения.
- В зависимости от профиля сечения резьбы бывают треугольные, прямоугольные, трапецеидальные, круглые.
- Имеются однозаходные инструменты с одной нарезной канавкой. У многозаходных их несколько. Количество проходов определяется числом начал на конце заготовки.






Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Что такое плашка?
Плашка — инструмент для создания резьбы на внешней поверхности цилиндрических заготовок. На обрабатываемой стороне появляются равномерные закрученные канавки, на которые накручивается соединительная деталь. Ровная резьба получается благодаря сложному устройству граней, расположенных на внутренней стороне оснастки. При вращении инструмента острые кромки создают равномерные витки.
Конструкция плашки — цилиндрическая форма с точным расположением резцов на внутренней стороне. Диаметр различается зависимо от размера обрабатываемых заготовок. На оснастке присутствуют отверстия, которые нужны для закрепления воротка. С его помощью на оснастку передаётся усилие.
Рекомендуем:
 Деревянный держатель для бумажных полотенец
Деревянный держатель для бумажных полотенец
 Деревянный портсигар с секретным механизмом открывания
Деревянный портсигар с секретным механизмом открывания
 Часы из дерева и эпоксидной смолы
Часы из дерева и эпоксидной смолы
 Деревянный стол с наборной столешницей
Деревянный стол с наборной столешницей
 Декор штурвала с помощью двухфазного лака для кракелюра
Декор штурвала с помощью двухфазного лака для кракелюра
 Бассейн своими руками из деревянных поддонов
Бассейн своими руками из деревянных поддонов
 Подставки под горячее своими руками — мастер-классы по изготовлению деревянных, вязаных, пробковых, металлических и каменных подставок
Подставки под горячее своими руками — мастер-классы по изготовлению деревянных, вязаных, пробковых, металлических и каменных подставок
 Топиарий своими руками из салфеток: мастер класс для начинающих
Топиарий своими руками из салфеток: мастер класс для начинающих
 Поделки из веток своими руками: сборник популярных пошаговых мастер-классов с фото примерами для начинающих и детей
Поделки из веток своими руками: сборник популярных пошаговых мастер-классов с фото примерами для начинающих и детей
 Новая деревянная ручка для рубанка
Новая деревянная ручка для рубанка
