Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями. Как согнуть дерево? Подержать его в горячей воде (чем выше температура, тем быстрее происходят процессы
) или обработать паром (парогенератор можно соорудить из чайника или воспользоваться утюгом ). Чем выше температура, тем быстрее древесина сдается и можно приступать к ее сгибанию. Увлажненную и прогретую древесину можно изогнуть под действием груза (концы доски укладываются на опоры), а на место будущего изгиба укладывают груз. Высохшая древесина прекрасно сохраняет минимальный радиус кривизны, который был достигнут в процессе сгибания. Теперь мы знаем, как гнуть дерево, можно остановиться на этом вопросе подробнее.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов . Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
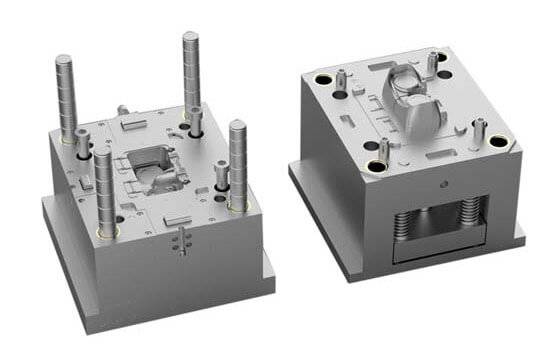
Составные части пресс-формы
- Матрица – статичный элемент пресс-формы, отвечающая за дизайн внешней поверхности изделия. Матрица соединяется с каналом, куда и осуществляется подача материала под давлением.
- Пуансон – движущаяся часть устройства, отвечающая за внутреннюю поверхность изделия и давление. Именно из пуансона снимается готова модель изделия.
- Формирующая полость – пустое пространство внутри самой пресс-формы, точно повторяющая геометрию устройства, это та часть устройства, в которую под давлением подается материал.
- Линия разъема – область соединения пуансона и матрицы. Линия разъема может быть представлена одной плоскостью. В более сложных пресс-формах плоскость может быть разделена на несколько частей, в зависимости от сложности конфигурации пуансона и матрицы.
Как сделать топливные брикеты — пошаговая инструкция
Как уже было сказани, топливные брикеты можно делать из самых разных горючих материалов. Здесь будут рассмотрены процессы изготовления евродров из опилок и макулатуры.

Перед тем как приступить, следует иметь в наличии следующее оборудования:
- Прибор для измельчения материала. В магазинах для дачников продаются роторные станки. Они подходят для измельчения сырья в производстве евродров.
- Пресс.
- Сушильный аппарат. Этот аппарат совсем необязательно иметь в наличии, так как брикеты можно сушить и на солнце.
Теперь будет рассмотрен процесс изготовления евродров из опилок.
- Нужно смешать опилки с глиной в соотношении 10:1, и перемешать.
- Затем в эту смесь наливают воду. Воду нужно наливать много до тех пор, пока смесь не станет однородной массой. Все это снова перемешивается. Следует перемешивать тщательно, чтобы глина равномерно распространилась по всему объему опилок. В противном случае брикеты получатся рассыпчатыми.
- Теперь приступают к процессу формовки. Для этого могут использовать обрезки труб, старые ненужные кастрюли, емкости, ящики. Идеальным вариантом считается ящик. Кстати, форму изнутри его рекомендуется проложить бумагой.
- Теперь можно вынести брикеты на открытый воздух и сушить на солнце.
В случае если остаются лишняя макулатура, люди сдают их в компании, которые занимаются переработкой. На вырученные деньги в любом случае невозможно купить топливо. Зато из самой макулатуры можно смастерить евродрова.
Установлено, что один килограмм макулатуры горит, синим пламенем на протяжении 2 часов и выделяет много энергии. Также бумага может быть использована в качестве связующего материала в процессе изготовления евродров из опилок вместо глины.
- Сначала нужно приобрести большое количество макулатуры, и измельчить. Измельчение бумаги нелегкий процесс. Она должна быть измельчена в кусочки размерами в 2 см×2 см. Можно воспользоваться комбайном.
- Теперь всю эту бумагу кладут в емкость и заливают теплой водой. Нужно прождать некоторое время, пока смесь не станет полужидкой.
- Теперь лишнюю воду выливают, а оставшуюся смесь нужно разлить по фирмам.
- Теперь, когда вся жидкость выйдет, их вытаскивают и сушат.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Пресс из домкрата своими руками: этапы монтажных работ
Рассмотрим, как сделать устройство гидравлического пресса своими руками из домкрата. Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз.
В таблице представлены основные этапы работы.
| Изображение | Этапы работы |
 |
Сначала делается платформа для установки домкрата. При этом прочность основания должна быть капитальной. Для основы применяется несколько ребер жесткости. При этом нужно взять квадратный или прямоугольный профиль из стали. Затем нарезается четыре детали. Их укладывают боковыми поверхностями друг к другу, а после этого стыковочные швы привариваются. Такой метод повысит жесткость основания. Чтобы обеспечить устойчивость домкрата необходимо приварить лист из стали подходящего размера. |
 |
Затем нужно выполнить упор и стойки. Для этого выпиливаются две детали с толстыми стенками. Упор делается из такого же материала. Его длина должна равняться ширине опорного механизма. Упор и стойки нужно закрепить при помощи сварного шва. |
 |
После этого выполняется съемный упор. Данный элемент передвигается по направляющим и передает давление от рабочего штока. Для создания такого элемента необходимо сделать два отрезка полос из стали. Их нужно соединить в нескольких местах. Для замены детали следует просверлить два сквозных отверстия. Длина должна быть на 10 см больше габаритов блока. |
 |
Настройка является необходимым этапом монтажных работ. Чтобы уменьшить ход поршня необходимо сократить расстояние между упором и балкой устройства. При этом используется еще один переходной квадратный профиль. Для соединения применяются сварные швы.Также применяются дополнительные вставки. |
Сделать пресс из гидравлического домкрата своими руками можно для выполнения штампованных элементов. Подобное оборудование гидравлического пресса из домкрата необходимо для обработки деталей из стали. Вместо домкрата, можно применить нагнетающий насос или гидроцилиндр. Это позволяет обеспечить максимальный комфорт при выполнении работ.
Корпус конструкции часто делается из уголков и швеллеров. Толщина материала может быть не менее двух мм. КПД такого агрегата составляет 80 %, что позволяет обеспечить необходимую грузоподъемность.
При соблюдении инструкции и при использовании качественных материалов можно сделать прочную конструкцию своими руками. Кстати, для автомастерской не всегда лучшим решением является гидравлический пресс. Если его не правильно настроить он может легко раздавить подшипник. В таком случае старый добрый механический агрегат принесет куда больше пользы.









Особенности монтажа простого механизма можно увидеть в ролике:
 Watch this video on YouTube
Watch this video on YouTube
Как сделать полезный агрегат своими руками можно видеть на видео:
 Watch this video on YouTube
Watch this video on YouTube
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.

Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Типы методов изготовления пресс-форм
Как мы видели, изготовление пресс-форм используется для изготовления различных материалов.
Поскольку каждый материал уникален сам по себе, совершенно необходимо использовать разные техники для его формования.
Когда вы возьмете свой материал для лепки, вот некоторые из техник, которые будут использоваться для его усовершенствования.
1. Изготовление форм для одеял
Это, по большому счету, самый простой вид плесени. Его часто используют для воссоздания табличек и моделей, у которых одна сторона не защищена материалом формы.
В этом процессе изготовления формы исходный объект прикрепляется к основанию, как правило, с помощью нагретого клея, формовочный материал заливается поверх него и дается время для отверждения.
В момент установки форма переворачивается и первая откачивается, чтобы открыть форму для одеяла, подготовленную для формования материала.
Этот метод обычно приводит к получению толстых форм. Это также устраняет необходимость использования краски или герметика при создании форм.
Одним из преимуществ формования полотна является то, что он сводит к минимуму потери материала. Кроме того, весь процесс является энергосберегающим.
2. Метод изготовления блочных форм
В этом процессе изготовления пресс-формы оригинал помещается в коробку для пресс-формы или контейнер. Затем материал формы заполняется и загружается примерно на один дюйм выше самой верхней точки исходной формы.
В момент, когда форма извлекается из коробки или контейнера, она выглядит как квадрат материала формы по этим линиям своего имени.
Для извлечения формы сначала делается надрез с каждой стороны резинки, идущий на 66% вниз. Форма расправляется, как раковина моллюска, и выталкивается оригинал. Эластичная лента используется для удержания формы закрытой при заливке литейного материала.
3. Изготовление литьевых форм
Этот вид пресс-формы сделан тонкостенным и требует поддержки, отличной от силы тяжести, для заделки формовочного материала.
Двухсекционная форма часто является основой для эластичного Литьевая пресс-форма. Когда форма закончена, добавляются литниковые отверстия, чтобы позволить воздуху и большому количеству формовочного материала уйти.
В этот момент в большую иглу для подкожных инъекций (обычно для подкожных инъекций пони) загружают формовочный материал и вдавливают в отверстие, противоположное литникам, пока формовочный материал не начнет выходить из отверстий литников.
4. Формование из двух частей.
Этот метод обычно используется для лепки сложных предметов. Такие предметы, как правило, имеют сложные формы и конструкции.
При формовании из двух частей каждая сторона объекта формуется одна за другой.
5. Изготовление пресс-форм
Большинство форм состоит из двух частей. Начальный сегмент — это мягкая резина, которая производит реальное впечатление от первого. Этот материал тонкий и легко приспосабливаемый, и всякий раз, когда его исключили с первого раза, он не сохранит свою уникальную структуру. Таким образом, поверх резины включается дополнительный жесткий слой, известный как оболочка или основная форма. Гипсовая штукатурка и гипсовые повязки составляли экономическую оболочку.









6. Трансферное формование
Это процедура сборки, при которой формовочный материал удерживается в форме. Формование с перемещением — это не совсем то же самое, что формование под давлением, поскольку форма закрыта, а не открыта для заполнения плунжера, что обеспечивает более высокое сопротивление размеров и меньшее загрязнение окружающей среды.
7. Матричное формование.
Эта стратегия регулярно используется во время формования. Человек, выполняющий сборку, сначала сделает негибкую внешнюю оболочку, а затем введет более мягкий и постепенно жидкий формовочный материал между оболочкой и моделью. Эта процедура регулярно используется для сложных форм с использованием композитов, таких как стекло и композиты стекло / керамика.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.







Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.


Метод расслоения
Сначала необходимо сделать заготовку дерева, которая будет подвергаться изгибу. Доски должны быть чуть дольше, чем протяженность готовой детали. Это разъясняется тем, что изгиб укоротит ламели. Перед тем как начать резку, направляться нарисовать карандашом диагональную прямую. Сделать это необходимо поперек нижней стороны доски. Это разрешит сохранить последовательность ламелей по окончании их перемещения.
Доски отрезаются прямослойным краем, ни за что не лицевой стороной. Так, их возможно будет сложить вместе с мельчайшим трансформацией. В форму наносится пробковый слой. Это окажет помощь избежать неровностей в форме пилы, что разрешит сделать более четкий изгиб. Помимо этого, пробка удержит расслоение в форме. Сейчас наносится клей на верхнюю сторону одной из деревянных ламелей.
Клей наносится на ламели валиком. оптимальнее применять карбамидоформальдегидный клей, складывающийся из 2 частей. Он владеет большим уровнем сцепления, но долго сохнет. Возможно кроме этого применять эпоксидную смолу, но таковой состав много стоит, и разрешить его себе может не каждый. Обычный клей для дерева в этом случае нельзя применять. Он быстро сохнет, но есть весьма мягким, что в данной обстановке никак не приветствуется.

Заготовку из гнутого дерева направляться как возможно стремительнее поместить в форму. Так, на промазанную клеем ламель укладывается еще одна. Процесс повторяется, пока гнутая заготовка не купит нужную толщину. Доски скрепляются совместно. По окончании того как клей всецело высохнет, направляться укоротить ее до нужной длины.
Самая популярная конструкция листогиба и ее улучшение
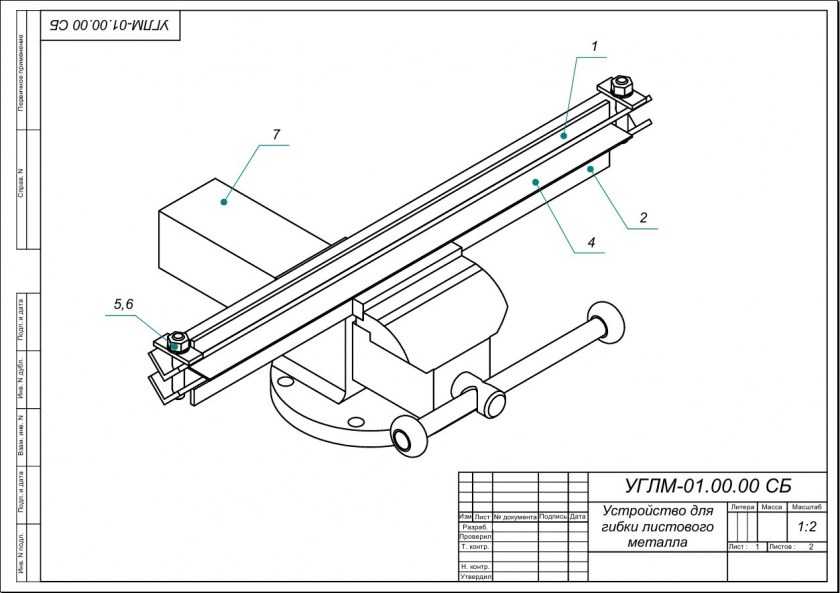
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.










На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Рекомендуем:
 Деревянный держатель для бумажных полотенец
Деревянный держатель для бумажных полотенец
 Деревянный стол с наборной столешницей
Деревянный стол с наборной столешницей
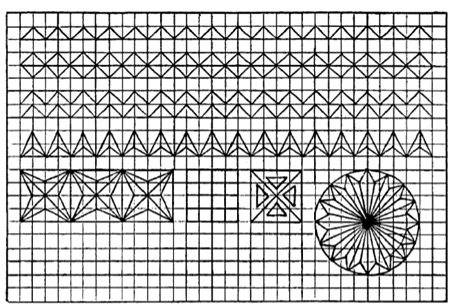 Чупахин В.М. 22 урока геометрической резьбы по дереву
Чупахин В.М. 22 урока геометрической резьбы по дереву
 Необычная скамья из камня и дерева, имитирующая мост
Необычная скамья из камня и дерева, имитирующая мост
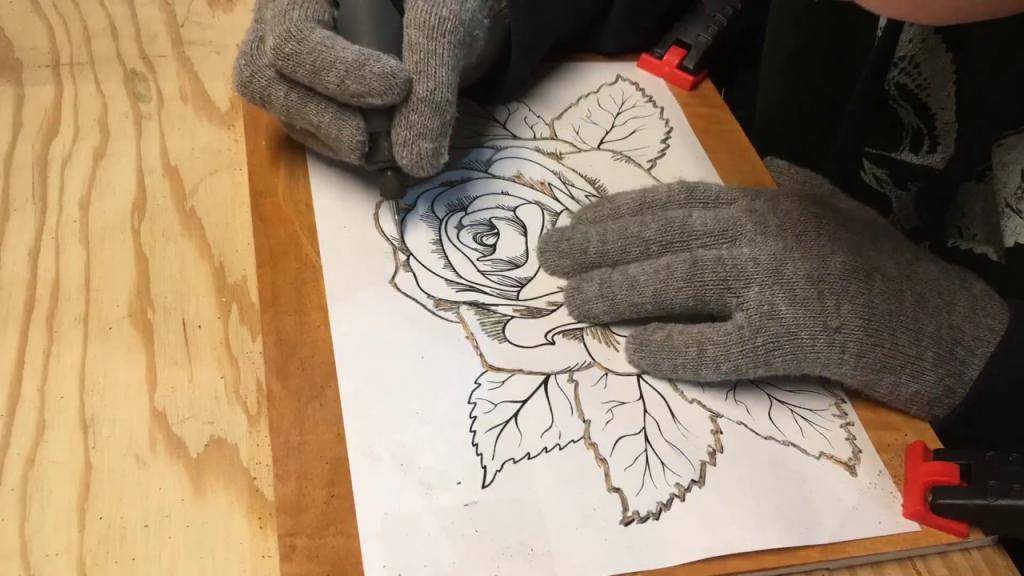 Два способа переноса изображения на древесину
Два способа переноса изображения на древесину
 Деревянная кровать для новичка
Деревянная кровать для новичка
 Устройство для склейки деревянных щитов своими руками
Устройство для склейки деревянных щитов своими руками
 Как сделать современные деревянные часы
Как сделать современные деревянные часы
 Тарелка из обрезков дерева и эпоксидки
Тарелка из обрезков дерева и эпоксидки
 Простой воблер из дерева
Простой воблер из дерева
